封装技术分类
2024-12-31
了解更多
白点的产生,氢+应力,没人提过异议。
产生了白点,氢或应力孰为主因,异议就大了!
能改锻或降级,损失小一些,双方好谈一些,如果只能报废回炉,损失就大了。
解剖、取样、做低倍、断口、高倍等试验,出分析报告。
我认为:一般来说,锻件的高低倍组织、晶粒均正常时,氢为主因;锻件铸态组织未得到有效改善、晶粒粗大、有严重的魏氏组织时,应力为主因。
在标准图谱或书籍上的白点,不管是低倍或断口,都是很典型的。在工作中,我很少碰到类似的白点,特别是断口。
在白点严重时,超探(指超声波探伤)可以对白点定性,所谓“此起彼伏”的波形。双方的探伤人员如不能达成共识,缺陷的认定仍得由金相分析来决定。
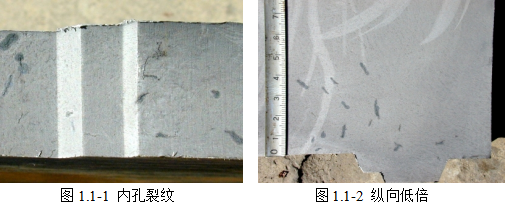
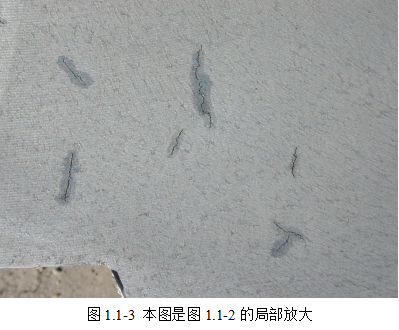
由探伤定位,在缺陷严重处取样,一般是先做横向低倍,如发现了内裂,再做纵向断口。但如果内裂数量少,分布杂乱,做断口时往往敲不到,要反复做,工作量很大,碰到这种情况,可用做纵向低倍来认定是否白点。
当纵向低倍上的裂纹能同时满足两个条件:a.方向与加工流线相同;b.长度与横向低倍相近。就可认定是白点裂纹,反之就不是。
下面一个例子,就是用纵向低倍的方法否定了白点。35CrMo锻件,车内孔时发现裂纹。
从图1.1-4可以看到,裂纹方向与加工流线不一致(因此,可以否定白点的怀疑)。
有人问白点为什么是白色的,这是因为目视能看到白斑的白点处是沿晶断口。

以上判断如用低倍组织热腐蚀装置FY-MH-100技术参数如下:
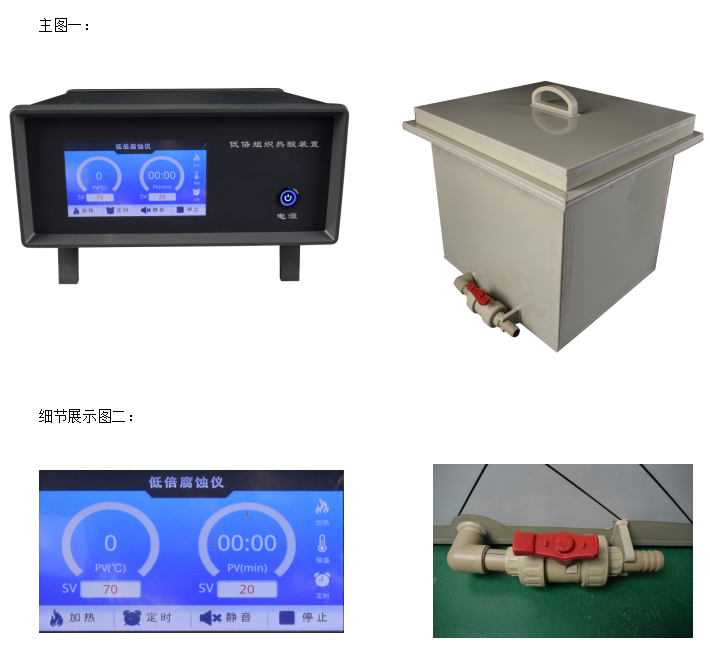
产品特点:
采用计算机及可控硅控制低倍组织热酸蚀过程,独特的PID温度控制计算方法,消除了低倍组织制样过程的不确定性,提高低倍组织制样的重复性。
触摸屏操控显示,简单直观。
控制单元和酸蚀槽工作分开设计,增加控制单元工作寿命。
酸蚀槽采用特殊材料制作,耐酸耐高温,封闭的酸蚀槽确保腐蚀溶液的挥发对环境的污染和人体的伤害。
采用三层样品隔离放置方式,样品取放方便且增加了工作空间,改善了腐蚀全面性。
有排液阀门,方便排放腐蚀废液。
样品托盘可完全取出,清洗容易。
紧凑的酸蚀槽,完全可与抽风柜配合使用,增加工作环境的舒适性。
尺寸多样性,完全可以按照客户要求定制。
主要技术参数
控温范围 | 室温-100℃ |
温度控制精度 | 误差±1℃ |
控温时间 | 0-99min |
提示功能 | 控温和定时蜂鸣器断续声提醒 |
电子元器件 | 触摸屏、单片机 |
电源电压 | AC-220V 50/60HZ |
加热器功率 | 3Kw(其他功率、电压可定制) |
工作温度 | 5-40℃ |
湿度 | 0-95%相对湿度 |
有效尺寸 外形尺寸 重量 | 长400mm*宽400mm*高250mm 长520mm*宽496mm*高550mm 20Kg |
包装清单
名称 | 单位 | 数量 |
控制器 | 台 | 1 |
酸蚀槽 | 套 | 1 |
耐酸手套 | 双 | 1 |
排液管 | 根 | 1 |
使用手册 | 份 | 1 |
合格证 | 份 | 1 |